



Notre Atelier
Guillochage

Tous nos ressorts sont forgés, et ciselés ("guillochés") à la lime sur l'étau . Ils ont tous une butée de lame

Toutes les abeilles sont reprises 2 fois à la lime : avant le montage et avant le contrôle qualité

Aspect final
Préparation des pièces

Toutes nos lames sont meulées et polies 2 fois au cuir de buffle, très soigneusement par des professionnels : ceci vous garantit une qualité et une finesse de tranchant

Afin d'obtenir un ajustage précis votre couteau est préparé "à l'ancienne", c'est à dire individuellement et à la lime

Perçage de précision des ressorts forgés


Pointage des plaquettes en olivier qui vont être percées par la suite
Préparation des manches

Selection rigoureuse et appairage pour faire en sorte que les 2 plaquettes se marient bien

Fabrication d'un manche de Laguiole. De droite à gauche : plaquette rectangulaire avec la croix du berger / détourage grossier / façonnage et 1er polissage
Façonnage du manche de Laguiole

Ajustage individuel des plaquettes

Façonnage d'un manche de Laguiole 12cm, 2 mitres à partir de plaquettes rectangulaires
Montage et travail à l'établi

Clouage soigneux de la lame afin d'éviter tout jeu latéral

Affilage


Toutes nos lames sont affutées à la meule fine par un coutelier qualifié. La qualité de l'acier, du meulage triangulaire et du polissage vous facilitera l'affutage et prolongera la tenue de coupe
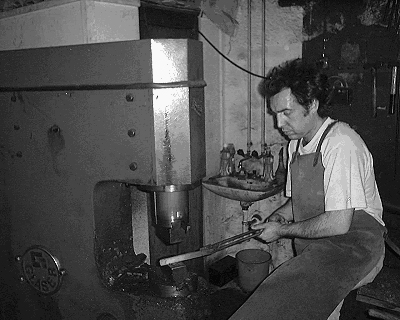
Traitement thermique
Les ressorts et les lames passent dans un four chauffé à plus de 1000° , avant d'être refroidis brutalement. Selon la nature de la pièce (ressort , lame ...) et sa composition (acier au carbone , acier inoxydable) la trempe est differente (température , huile/eau /air...)

Les pièces trempées (ici des ressorts) sont précipitées dans un bain d'huile afin de leur donner force et souplesse. Les lames sont ensuite "billées" : on contrôle la dureté exprimée en Rockwell (HRC)
Nos lames en acier inoxydable Suédois Sandvik 12C27 ont une dureté de 56 HRC.
Celles qui sont faites à partir d'acier spécial RWL 34 subissent un traitement thermique différent et "billent" à 60Hrc, ce qui permet une coupe d'une encore plus grande longévité.
Fabrication d'acier damas chez François Morier

La fabrication d'un petit barreau d'acier Damas A gauche : Plusieurs types d'acier sont assemblés avant d'être mis au feu. A droite: ces morceaux ont été partiellement soudés au feu par forgeage. la suite consiste à tout souder au feu et à replier le barreau pour obtenir le nombre de couches désirés

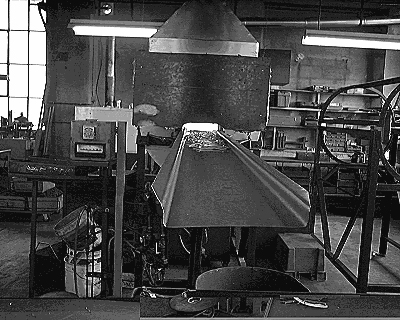
Vue Générale d'une forge artisanale

Forgeage au marteau pilon : réduit la fatigue et augmente la performance ! La force de la frappe est réglable par une pédale
Jérome Domingo (un de nos meilleurs compagnons) , lors d'un stage de forge chez François Morier

Stage de forge à Daillens (Vaud, Suisse)

François Morier , Forgeron, spécialiste en acier damas

Forgeage "à deux marteaux" : un homme tient le morceau à forger et frappe avec un marteau léger en donnant le rythme et en montrant l'endroit ou frapper.Son collègue l'accompagne en frappant avec une massette plus lourde. une parfaite coordination est impérative pour obtenir une performance satisfaisante

Forge de la pointe d'un couteau de chasse par François Morier
GRAVURE
